|
中高频电源在热加工,熔炼,感应热处理等方面应用已很普遍,但应用在国内电机制造行业的制造工艺上还不是很多,许多电机制造厂家还是沿用传统的乙炔气焊枪烧焊的工艺方法来焊接电机端环等。这种方法成本高,工人劳动强度大,工作环境恶劣,能源浪费大,工作效率低,而且产品质量也无法到保证。在国外同行业中早已淘汰了此工艺方法,而采用中高频感应钎焊的工艺方法。虽然国内有些厂家是采用中频感应钎焊,但使用的电源是BPS机组,同样耗电大,噪声大。由于以上原因,我公司开发出了IGBT中高频电源及专用焊台应用于电机行业,使得电机生产制造工艺和产品质量都上了一个新台阶。IGBT中高频电源其主要优点是:
1、节能,效率高,操作人员劳动强度减轻,工作环境大为改善。
2、焊接质量高且稳定。由于是电磁感应加热,温度容易控制,而气焰加热时受热
不均匀,温度难以控制;由于交变磁场的存在,能对熔化的钎料进行“电磁搅拌”,
使钎料的各组份充分混合,分布均匀,冷却后焊缝结晶颗粒小,焊缝强度大为提高。
3、焊接钎料可以采用含银量低一点的,焊缝也能达到工艺要求,降低焊接成本。
4、能完成气焊不能完成的特大、特厚电机端环的焊接制造工艺;通过特殊形状的
感应器还能完成对电机线圈连线、铜排进行焊接,对直流电机升高片的焊接。
5、中高频感应加热还能用于电机的热套轴,热退轴,热退轴承等。
下面是我公司的IGPS中高频电源在电机行业应用的完整解决方案:
1、所需设备。
IGPS中高频电源一套(含电源柜一台,电容柜一台),中高频变压器一台,中高频感应器一台(不同的工件尺寸和功能来选择不同的感应器),专用的工装夹具一套(不同的工件尺寸和功能来选择不同的感应器),多功能焊台一台。
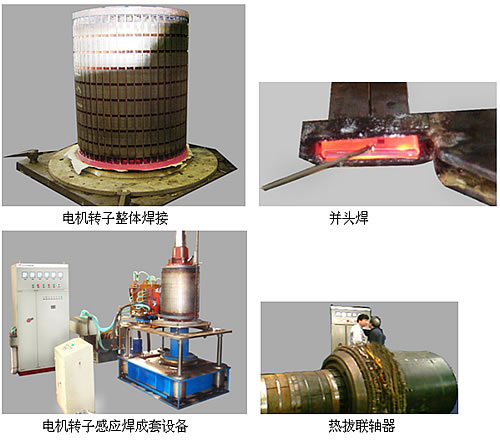
2、电机端环焊接。
根据电机转子端环的外形尺寸,工艺要求和客户的要求,可以选择整体焊接感应器或扇形分部焊接感应器,和选择合适的专用工装夹具——焊台。
焊接原理和过程:将待焊的交流鼠笼电机转子放置在专用焊台上,使感应器与端环紧贴,在电机端环的凹形槽内放置焊料及助焊剂,IGPS中频电源输出频率为6-9KHz的中频电流,经中频变压器后加到中频感应器上,电流产生交变电磁场使端环感应产生涡流,并加热端环,一段时间后,达到要求的温度,焊料熔化,填满焊缝,冷却后将同端环和笼条紧紧的焊接在一起,达到电机制造的工艺要求。如果使用的是整体焊接感应器,可以一次加热焊接完成,而使用的是扇形分部焊的话还必须要求焊台带动电机转子旋转来完成这一焊接工艺。
IGPS中频电源功率的选择:IGPS中频电源的功率分为100KW、160KW、200KW、250KW、300KW、350KW等几种,一般情况下,电机端环直径在Φ500mm以下,铜环厚度在40mm左右可采用160KW--200KW功率的电源做分部焊,用250KW的电源做整体焊;电机端环直径在Φ500mm以上,铜环厚度大于40mm时需用160KW--200KW的电源做分部焊,用250KW--350KW的电源做整体焊。
3、电机并头焊、连线焊、升高片焊接。
根据工件的大小厚薄选择6-9KHz的中频或10-30KHz超音频,将待连接的线圈头或铜排放置在特制的焊接感应器内,通电流感应加热至合适的温度,在焊接部位加上焊料和助焊剂,熔化,冷却后完成焊接。升高片焊接过程类似,好处是加热温度没有氩弧焊高,对云母片没什么损伤,维修也方便,且焊接质量又能满足制造工艺要求。
4、热套轴、装卸电机连轴器,轴承等。
中频电源利用柔性电缆或特制的感应加热器加热工件到合适的温度,工件热膨胀后内径变大,从而实现热套或装卸。感应加热迅速,温度容易控制,没有明火或油烟。提高了工作效率,节约能源,环保,改善了工作环境。
|



