| 坩埚的成型 |
| |
| 坩埚的成型方法有下述几种。 |
| 2.1 炉外压力成型法 |
| 把配好的砂料加入模具中,加压后制成坩埚。图2~1表示炉外压力成型法的示意图。 |
| |
| 图2~1坩埚炉外压力成型法 |
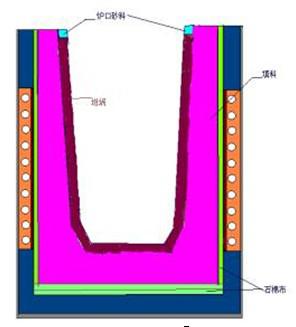
| 炉外压力成型后的坩埚,可以直接经过干燥后使用。坩埚成型是用各种压力机来完成的。炉外成型坩埚的安装方法如图2~2所示。 |
| 安装坩埚之前,先在感应器内铺衬一层石棉布或玻璃纤维布。然后,在底部放入填料,填料可以使用废旧的砂料;不加水分,不应含有铁磁性物质,用钢钎将底部捣打结实以后,再放入坩埚。 |
| |
| 图2~2 炉外成型坩埚的安装方法 |
| 2.2 炉内人工打结成型法 |
| 炉内人工打结成型法主要应用于制作容量1吨以下的坩埚。 |
| 2.2.1打结坩埚前的准备工作 |
| 打结前应做好砂料的配制、感应器的清理和检查、坩埚型芯的准备以及打结用工具的准备工作。 |
| 2.2.1.1坩埚砂料的准备 |
| 打结用砂料按规定的粒度配制,并与添加剂混 合均匀。如果采用湿法打结时,可加入1~2%的水分,拌合均匀后放置1~2小时再用。干法打结时砂料应平铺,不宜堆放,以免出现粗细颗粒分层。对于工作电 压较高的高频感应炉坩埚用砂料,在拌料前还要仔细地进行磁选,以清除铁磁性物质。中频感应炉用砂料也可适当进行磁选。 |
| 为了得到致密稳定的坩埚,每只坩埚打结用砂料的重量必须固定。当打结后剩有余料时表明致密性差;无余料时正合适;砂料不够时表明过于致密。因此,通过对打结用砂料的重量控制,可以检验所打结之坩埚的致密程度。 |
| 2.2.1.2感应器的准备 |
| 首先检查感应器有无漏水、渗水和绝缘漆层破 坏处,如发现有问题应立即处理。然后,检查紧固情况是否牢固。随后在感应器的内侧铺以玻璃纤维布筒和石棉布筒,使感应器与高温的坩埚之间有一定的绝缘性 能。酸性坩埚材料在高温下比碱性坩埚的比电阻值小,因此要求较高的绝缘性能,在铺衬玻璃纤维布时酸性坩埚应多铺1~2层,必要时还需要增加1~2层云母绝 缘纸。 |